作者:秩名 发布时间:2022-06-04 14:50 浏览次数 :
目前,市场上常用的纸机引纸水针的操作和控制主要有两种方法:⑴全手动摇轮操作的水针;⑵电机驱动的水针。全手动摇轮操作的水针由人工操作引纸、纸张全幅放宽,该方法对操作人员存在安全隐患;电机驱动的水针存在的缺点有:造纸机在引纸和断纸时,受人工传递延后和操作人员操作反应速度快慢的影响;造纸机的幅宽受接近开关的限制,且接近开关调整位置过程繁琐;造纸机水针头受移动惯性和连接设备的影响而导致反应时间过长,引纸定位和全幅定位时,水针移动位置误差大。
因此,设计一种造纸机水针移动的自动控制系统用以减少操作周期,减少引纸、断纸处理的操作时间,减少损纸,提升生产效率,节约能耗是非常重必要的。
造纸机特别是高速纸机或特种纸机的生产过程中,在引纸和断纸处理时,存在损纸多、纸机运转负荷大、引纸和断纸处理时间长等。为了克服这些缺点,设计了一种造纸机水针移动的自动控制系统。
造纸机水针移动控制系统的组成
造纸机水针移动控制系统,包括水针架、PLC控制器、MCS、水针、行程开关,水针架上设有轴向移动的水针、行程开关,水针架一端设有与水泵连接的水管,PLC控制器通过位置测量编码器控制水针移动。MCS辅助PLC控制器控制水针移动,MCS将位置测量编码器的数据实时反馈给PLC控制器,使得水针的移动速度、位置,始终处于预设的设置中。
水针上设有变频器。通过改变变频器上的频率,改变水针的移动速度。MCS与水针架上的现场操作挂箱连接,MCS表面设置有显示操作屏。显示操作屏设置在现场操作挂箱上,方便人们输入数据给MCS。
位置测量编码器为光电编码器。光电编码器每转都够发出4096个脉冲信号。行程开关有两个:水针架的左侧有一个行程开关,右侧有一个行程开关。行程开关因不与PLC控制器连接,提高了PLC控制器的寿命。
水针移动控制系统设计
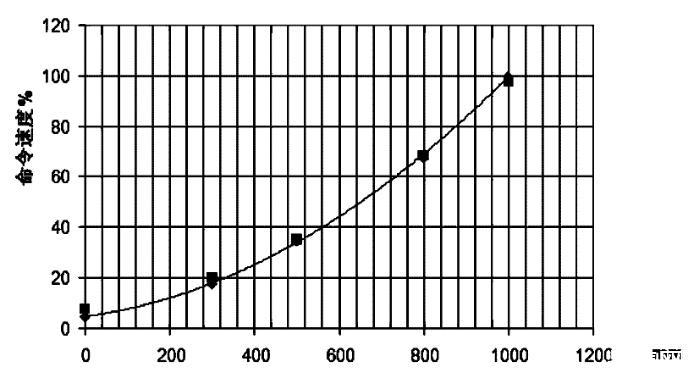
水针稳定运行的关键点在于不同的位置采取不同的速度策略。通过改变变频器的输出频率,改变水针的移动速度。在确定水针位置的0mm位置后,引纸的宽度设定为100mm到4000mm之间,这个范围满足所有纸机工艺所要求的引纸宽度范围,并在MCS控制装置上设定相应的值。以4000mm的纸张宽度为例,那么水针的4000mm处的位置就是纸张的位置,也就是说生产出来的纸宽度就是000mm;水针的移动范围设置为水针架上100mm至4000mm。为了快速响应和移动,需要变频器快速起步全速移动,接近引纸位置100mm处和全幅位置4000mm处时要降速并准确到位;当水针移动的偏差在1000mm以外时,水针头是全速移动的,在偏差值1000mm以内,对应偏差值的减小,变频器的控制速度也相应减小。变频器的额定速度频率0~50Hz,以PLC控制器设定值与位置编码器反馈值为偏差值,偏差值从0-1000mm,来对应不同的变频器的速度命令值。